

根据沙利文的统计,2020 年,全球生物药的市场规模达到 2979 亿美元, 2019年的增速为 9.7%,2020年受到疫情的影响,增速会降低,预计疫情之后 将恢复 9-10%左右的增长。中国 2020 年的规模达到 3457 亿元,2016-2019 年 维持在 19-20%的快速地增长,国内生物药市场维持大幅高于全球市场的增速。
2010 年以来,全球处于研发阶段的生物制品数量飞速增加。2010-2021 年, 处于 3 期的数量从 115 个提升至 398 个,CAGR 为 11.95%,处于 2 期/2-3 期的 数量从 98 个增加至 802 个,CAGR 为 21.06%,处于临床 1 期/1-2 期的数量从 59 个增加至 926 个,CAGR 为 28.44%。中国来看,2010-2021 年,处于 3 期的 数量从 6 个增加至 78 个,CAGR 为 26.26%,处于 2 期/2-3 期的数量从 8 个增加 至 220个,CAGR为 35.16%,处于 1期/1-2期阶段的产品数量从 5个增加至 237 个,CAGR 为 42.02%。无论从全球还是中国来看,处于临床更早期的项目数量 增速更快,项目储备充足,随着临床阶段的推进,将有更多的项目从临床阶段走 向商业化阶段。

从细分领域来看,国内 3 期前的生物药中,抗体占比 58.6%,细胞疗法占比 25.4%,疫苗占比 13.1%,在 3 期及商业化的项目中,抗体类占比 71.3%、疫苗类占比 21.7%。3 期至上市状态的药品中,抗体药物占比超过 70%,疫苗占比超过 20%。从临床进程推演产业高质量发展趋势,抗体是商业化生产中顶级规模的种类, 其次是疫苗,细胞治疗项目大多处于较早期,跟着时间的推进,预计后续细胞治 疗商业化的需求将增加。
2018 年以来,中国抗体类药物进入蓬勃发展阶段,市场规模快速扩大,根 据沙利文的预测,2018 年市场规模仅为 160 亿元,2021 年达到 735 亿元, CAGR 为 66.24%,2026 年之前仍将保持 20%以上的快速地增长,预计到 2030 年 能达到 3678 亿元。
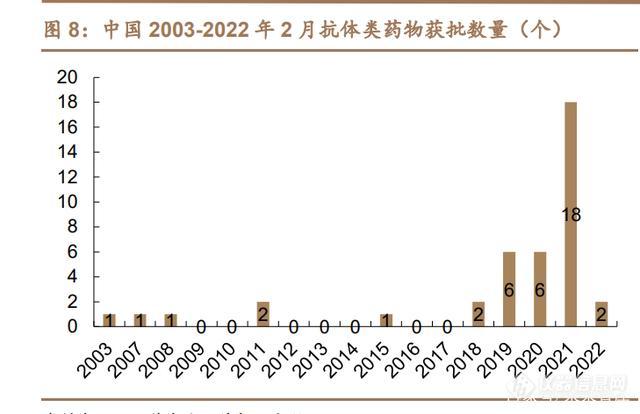
2018 年以后,获批药品数量在快速增加,2021 年一年获批的抗体药物数量 达到 18个。在研数量来看,2018年以后,在研管线 期的抗体类数量达到 54 个,2 期/2+3 期数量 168 个,临床 1 期/1-2 期 的为 169 个,随着在研项目的推进,更多抗体类项目将获批上市,预计未来 2-3 年国内上市的抗体类项目将迎来迅速增加期。
药物处于不同的开发阶段,对药品的需求量差异较大,药物发现阶段,需求 量在毫克级别,临床前研究阶段,需求量在克级别,临床研究阶段,需求量在千 克级别,上市后销售后,随着药品销售量的增加,需求量有望在吨级。从生产方 式看,药品在上市之前,药品在实验室合成,进入商业化阶段后,药品需求通过 工厂合成,在新建工厂的过程中,有必要进行厂房设施建设的同时,对生产用的设 备和耗材的需求量也会大量增加。
随着抗体类药物临床及上市进程的推进,更多生物药公司开始了大规模的产 能建设,以百济神州为例,已建成产能 2.4 万升,在建产能 4 万升,规划产能最 高可达 13.6 万升,在建和规划产能量远大于现有产能。随着药品临床及上市 进程的推进,我们预计,中国抗体类药物大规模的产能建设起步,后续将有 更多的产能进入在建阶段,从而拉动产业链设备及耗材的需求增加。
国内目前共 2 款细胞治疗药物获批,分别是复星凯特的阿基仑赛注射液 (2021 年 6 月获批),药明巨诺的瑞基奥仑赛注射液(2021 年 9 月获批)。2 款 基因治疗药物获批, 腺病毒注射液(商品名:今又生)和重组人 5 型腺病毒注射液(商品名:安柯瑞)。

从在研数量来看,2021 年,国内细胞治疗药物共 2 款处于临床 3 期,8 款处 于临床 2 期/2+3 期,30 款处于 1 期/1-2 期,基因治疗领域有 5 款药物处于临床 3 期,2 款处于 1 期/1-2 期。国内细胞和基因治疗药物实现了从无到有,2018 年以来,在研产品数量也快速增加,预计随在研产品进度的推进,国内将迎来更多 的细胞及基因治疗产品的上市,商业化产能的建设也将随之增加。
根据沙利文的数据,2020 年全球 CAR-T 细胞疗法市场规模为 11亿美元,预 计中国2021年CAR-T细胞疗法市场规模为2亿元。预计未来全球及中国的CART 细胞疗法市场规模将快速增加,2030 年全球预计达到 218 亿美元,2021-2030 年 CAGR 为 31.14%,2030 年预计中国市场规模为 289 亿元,2021-2030 年 CAGR 为 73.77%,中国 CAR-T 细胞治疗市场规模增速远高于全球。
基因治疗来看,2020 年全球基因治疗市场规模为 20.8 亿美元,中国为 0.2 亿元,预计到 2025 年,全球基因治疗市场规模达到 305.4 亿美元,中国达到 178.9 亿元,2021-2025 年全球 CAGR 为 71.14%,中国 CAGR 为 289.33%。预 计未来几年,全球及中国的基因治疗产业均快速的提升,中国的景气程度高于全球。

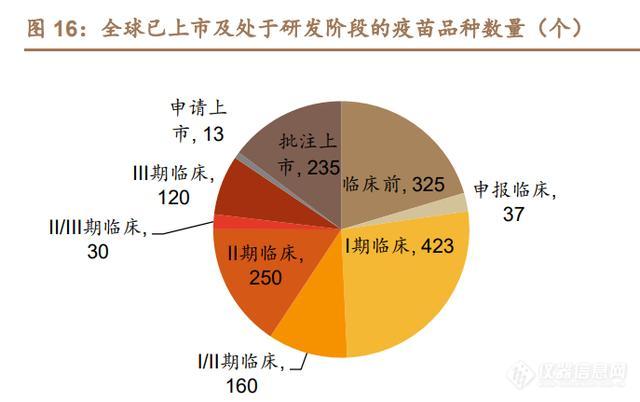
全球来看,已经批准上市的疫苗数量为 235 个,申请上市 13 个,处于临床 3 期 120 个,2 期 250 个。中国来看,已经批准上市的疫苗品种数量是 50 个,申 请上市 3 个,临床 3 期 27 个,2 期 30 个。全球及中国疫苗在研管线数量丰富, 获批上市数量稳步提升。与药品不同,疫苗研发的品种选择性难度较高,但单个 品种的销售金额及销售时间均长于一般的药品,故某个疫苗品种一旦获批,对整 个产业链的带动作用高于一般的药品,国内处于 3 期的疫苗不乏大品种,一旦获 批,对生产设备及耗材的带动作用也将非常明显。
2018 年以后,国内陆续获批多个抗体类药物,百济神州、君实生物等公司 开始大规模建设抗体产能,在全球产业转移的背景下,以药明生物为代表的生物 药 CDMO 企业产能规划也迅速扩大,带动抗体类生物药生产制备所需的设备及 耗材产业链需求的快速增加,随着临床阶段的推进,更多药物完成临床并获批上 市,设备和耗材需求量将进一步扩容。在细胞和基因治疗领域,国内药品已经完 成了从无到有的阶段,在研管线丰富,未来几年内潜力巨大,将为生物药生产和 制备产业链带来增量市场。多个重磅疫苗品种已经处于 3 期阶段,未来几年将陆 续批复,非新冠领域的疫苗产业链需求也在增加。整体看,抗体类、细胞/基因 治疗、疫苗等生物药的持续扩容,将带动生产用设备及耗材产业链需求增加。
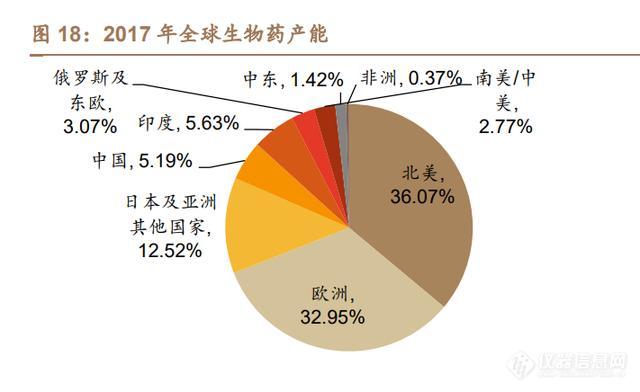
根据 BPI 的数据,2017 年,全球生物药的产能为 1671.94 万升,2020 年达 到 1738.09 万升,产能增加了 3.96%。分地区来看,北美、欧洲、中东生物药产 能下降,其中,北美是产能减少最多的地区,占 2017-2020 年全球生物药减少产 能的 87%。日本及亚洲其他国家、中国、印度、俄罗斯及东欧、南美/中美、非 洲产能增加,中国生物药产能增加了 97.5 万升,是全球产能增加最多的地区, 占 2017-2020 年全球生物药新增产能的 77%。
从产能分布看,2017 年,北美、欧洲产能合计占比超过 69%,日本及亚洲 其他国家占比 12.53%,中国、印度分别占比 5.19%、5.63%。2020 年,北美、 欧洲产能合计占比为 63.07%,中国产能占比已经达到 10.60%。从产能建设来看, 2017-2020 年,中国是全球生物药产能建设量最大的国家,贡献了全球新增产能 的绝大部分。从产业趋势上看,生物药产能从欧美发达国家地区向中国、印度等 制造能力较强的国家和地区转移的趋势明显。同时,欧美、中东外的其他地区生 物药产能也在逐渐增加。
产业转移的趋势下,国内 CDMO 企业产能也在快速增加,以药明生物为例, 现在产能 15 万升,在建产能达到 28 万升,国内其他 CDMO 企业也在陆续新建 或者扩建产能。CDMO企业承接的国外订单数量在增加,中国化的生产进一步增 加了产业链设备和耗材的需求。
典型的小分子生产工艺繁琐,有多步中间体生成,多个中间体合成原料药, 再加以辅料最后合成制剂,中间步骤可拆解,中间体与原料药合成多以化学合成 为主。以近期热门的瑞德西韦为例: 根据吉利德公司公布的第二代瑞德西韦合成方法,共六步反应,得率分别为 40%,85%,86%,90%,70%,69%,其中合成所需的原料和关键中间体基本 是化工原料通过化学合成,具体种类如下:

中间体 6,经过两步合成,得率分别为 80%和 39%,所需原料化合物 8 (CAS:946511-97-3),4-硝基苯酚(CAS:100-02-7),二氯化磷酸 苯酯(CAS:770-12-7)。
得到化合物 GS-5734(即瑞德西韦原料药)后,需要进行制剂化:注射用瑞 德西韦冻干制剂是一种不含防腐剂的白色至灰白色或黄色冻干固体,除药物活性 成分外,冻干制剂还包含注射用水、磺丁基倍他环糊精(SBECD)和盐酸和氢氧 化钠等非活性成分。

生物药生产过程以发酵为主,整个过程连续,生产用的设施和设备与小分子 药物完全不同。
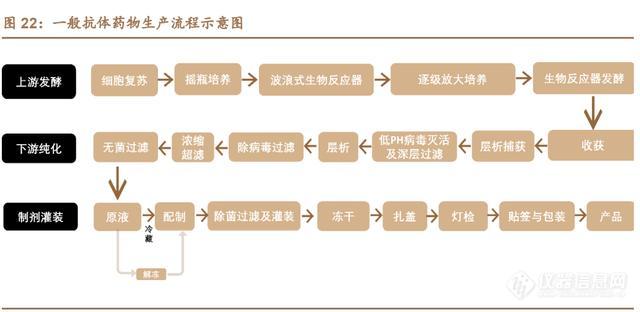
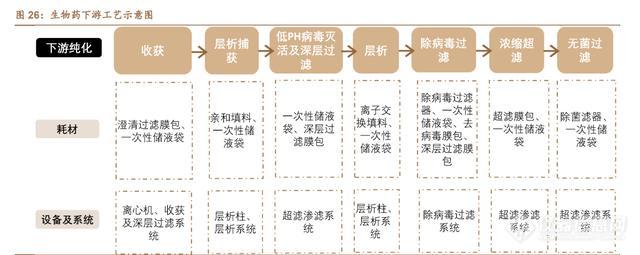
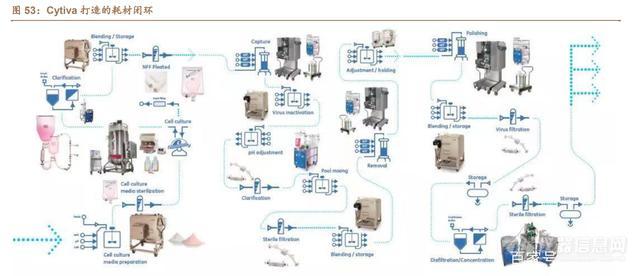
从生物药的生产流程来看,主要包括上游发酵、下游纯化和制剂灌装三个主 要流程。上游一般从细胞株的培养到大规模生物反应器生产,主要包括摇瓶培养 -波浪式生物反应器-生逐级放大培养-生物反应器发酵几个环节,得到细胞及其产 物。下游纯化是将生物反应器出来的细胞及产物进行分离了纯化,得到制剂原液 的过程,主要环节包括收获-层析捕获 -低 PH 病毒灭活及深层过滤-两步层析-除 病毒过滤-浓缩超滤-无菌过滤等环节,得到药品原液。制剂灌装主要是将纯化获 得的原液进行制剂化处理,经过配置-除菌过滤及灌装-冻干-轧盖-灯检-贴签与包 装后,最终获得产品。整个生产过程连续,中间环节较少,生产过程中所使用的 设备、耗材与小分子药物有很大的不同。
以抗体生产为例,对生物药生产流程进行拆解,上游发酵需要经过细胞复苏、 常规传代、摇瓶放大培养等逐步放大培养阶段,最后接种到生物反应器中进行大规模细胞培养等一系列过程。
发酵过程需要控制温度、溶氧等参数指标,由于细胞发酵过程中会产生较多 的气泡,需要加入消泡剂,整个过程需要 3-4 周的时间,进入生物反应器后,细 胞进行大规模的生产和繁殖,经过大约 13-14 天的培养后,细胞可以进行收获。 该过程需要控制的参数有 CO2、温度、空气、氧气、搅拌、PH、消泡剂,同时 还需要进行培养基补料。
上游发酵主要用到的耗材包括细胞冻存管、培养基、不同规格的摇瓶,一次性细胞培养袋、培养基进入反应器前需要进行除菌过滤,需要用到除菌滤器;主 要用到的设备及系统包括细胞冻存阶段用到的细胞液氮罐、二氧化碳培养箱、摇 床、波浪式生物反应器、生物反应系统、培养基配置系统、生物反应器等。上游发酵过程中,价值量较大的耗材是培养基及一次性反应袋。
培养基是为细胞生长提供所需营养成分的物质,其进化历程是配方不断改进和优化的过程。
1950-1960s 年代,培养基通常添加10-20%血清,血清含有上千种不同成分, 为细胞体外培养提供广泛而丰富的营养和各种因子,但动物血清的使用存在引进 外源病毒的风险,因此减少血清浓度甚至完全去除血清在培养基前期培养基改进 的主要方向。
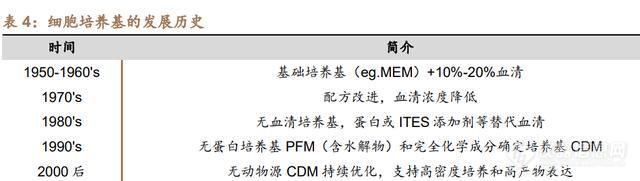
19 世纪 80 年代,科学家通过在培养基里面添加蛋白(如胰岛素、转铁蛋白 和白蛋白等),可以很大程度上替代血清,无血清培养基逐渐发展起来。 1997 年,第一个完全化学成分的培养基推出,培养基开发从此进入了一个 全新的时代,2000 年后,无动物源 CDM 持续优化,支持高密度培养和高产物表 达。
生物制品的制备和生产均需要依赖细胞培养基,培养基是生物制品生产的关 键耗材。细胞培养基通常包含培养细胞的能量来源和调节细胞周期的化合物。培 养基的基本组分包括缓冲系统、无机盐、氨基酸、糖类、脂肪酸/脂质、维生素、 微量元素。补料培养基还包括补充氨基酸、维生素、无机盐、葡萄糖和血清等。
培养不同类型的细胞,对培养基的成分需求均有较大的不同,CHO 细胞、 HEK293、杂交瘤细胞在无动物来源成分、化学合成、无蛋白成分、重组蛋白、 生长因子等方面的需求都不一样。培养基技术难度在于培养基的配方保密且培养 基需要根据细胞种类进行优化以获得较高的产物表达量。
培养基主要的国外生产企业主要有 Cytiva、赛默飞、赛多利斯、默克等企业, 国内的生产企业主要有健顺生物、奥浦迈、澳斯康、多宁生物等,同时,由于培 养基在使用过程中需要调节较多,不同的细胞株对培养基适用情况也不一样,国 内也有较多的企业存在自配培养基的情况。
生物反应器是指利用生物反应机能的系统或场所,主要作用是为生物体代谢 提供一个优化的物理、化学环境,使生物体能更快更好的生长,以获得更多所需 要的生物量或代谢产物。传统的搅拌式生物反应器以不锈钢罐子为主,经过多年, 发展,一次性技术的应用领域不断扩充。
一次性生物反应器的最初起源是因 Hyclone(目前为 Cytiva 旗下品牌)需要 大量供应血清,因此购买了一条大规模的食品袋生产线,用塑料袋包装血清并进 行运输,后逐渐发展为在储液、生物反应器领域应用。第一台一次性生物反应器 袋子被称为“波浪袋”,至今还在被广泛使用,而这个袋子的限制在于体积,为 了做得更大,人们回归到传统的搅拌槽设计,里面放置袋子作为衬垫,于是第一 代大型搅拌槽一次性生物反应器诞生了。
与不锈钢设备相比,一次性生物技术可以提供更高的速度、效率和经济性。 一次性设备每批的生产成本可能更高,但批量吞吐量也更大。根据 Cytiva 对 50L 设备的经济模拟数据得出,由于不锈钢设备每次发酵完成后需要 CIP、SIP 的清 洁和验证环节,该过程所需时间大约 7 天左右,一次性不存在产品转结的清洗和 验证工作,故生产批次增加。基于 300 天的发酵,不锈钢每三天可以收获一批, 每年最多生产 100批,一次性发酵批次完成时间减少 33%,可以每隔一天收获一 次,每年最多收获 150 批。无论在单产品设备还是多产品设备生产中,一次性的 生产批次均高于不锈钢。
在成本方面,一次性生物反应器消耗的成本更高,单一产品设施中每批一次 性使用的成本比不锈钢高出 29%,在多产品设施中高出 25%。但是,不锈钢的 资本投入,认证周期和年度维护成本更高,无论设备利用率如何,维护成本基本 不变,在设备利用率不高的情况下,不锈钢的综合性价比不高。

不锈钢设备更多用于 2000L 以上大规模生产,广谱抗体药物(如 PD-1 等) 生产量大,生产集中,商业化阶段使用不锈钢设备生产具有较高的性价比。在临 床阶段及小规模生物药的生产过程中,由于无菌 GMP 环境的构建成本高,不锈 钢设备需要进行 SIP、CIP 清洗,造成清洗成本的同时停留时间较长,提高生产 效率带来的成本降低效应显著。
在药品治疗的精准化趋势下,单个药品生产规模逐步降低。此外,基因细胞治疗与mRNA等新技术的发展,对于非标准环境下的洁净区提出要求,一次性反 应器在小批量生产中更具优势。一次性生物反应器在灵活性、便利性、快捷性等方面具有优势,在小规模生产中将被广泛使用,大规模生产中不锈钢的成本优势比较明显,更倾向于使用不锈钢设备,所以,在较长的时间周期内,一次性生物 反应器仍将与不锈钢罐共存。
上游发酵经过大规模细胞发酵后,获得细胞及其代谢产物,其中含有制剂原 液所需要的目标蛋白。细胞及代谢产物从生物反应器出来后,进入下游分离纯化环节,主要涉及收获、层析捕获、低 PH 病毒灭活及深层过滤、层析、除病毒过 滤、浓缩超滤、无菌过滤等环节。主要目的是从复杂的本体基质中分离、纯化和浓缩先前合成过的产物,从中分离出目标产物,得到制剂原液。
下游分离纯化的第一步是离心,是实现液体与固体颗粒或液体与液体混合物 分离的主要方式。离心机通常分为过滤式离心机和沉降式离心机,主要使用进口 品牌阿法拉伐。整个过程中需要使用多种过滤器、膜包、亲和填料、离子交换填 料、一次性储液袋等多种耗材,需要使用超滤系统、除病毒过滤系统等多种过滤 系统及层析系统。下游纯化的两个核心环节分别为过滤及层析。
在生物药生产过程中,培养基过滤、深层过滤、澄清、细菌过滤、病毒过滤 等多个环节会使用到不同的孔径大小的过滤膜或者过滤器来实现不同尺寸颗粒的过滤,来实现分离和纯化。由于整个生产过程均需要在无菌的环境中进行,因此 培养基、缓冲液、进入生物反应器的空气等任何进入生产流程的物质均需要进行减菌过滤,发酵液从生物反应器出来后需要进行澄清过滤,层析之后需要进行除 病毒过滤、除菌过滤,浓缩置换过程中也需要通过 TFF 过滤完成。
多项过滤中涉及不同的过滤原理。发酵液从生物反应器出来,经过离心后, 需要进行深层过滤,实现初步的固液分离。深层过滤的基本原理是通过筛分、拦 截、吸附的方式去除细胞、碎片以及其他颗粒。深层过滤是细胞固液分离后进行 的第一步过滤,需要将离心后的含有众多杂质的液体进行分离,在这个过程中可以去除颗粒、亚微颗粒、胶质物以及可溶物质,理论上,粒径大于过滤器孔径的 污染物可以很容易地通过机械过滤去除。

在除菌、除病毒过滤中使用的是超滤。超滤是一种加压膜分离技术,即在一 定压力下,使小分子溶质和溶剂穿过一定孔径的膜,是对溶质中极小颗粒及可溶性分子进行分离的方法。这种分离主要基于分子的大小,滤膜介质的通透性也会受到样品的化学、分子及电荷特性的影响。超滤通常只能分离大小相差 3-5 倍以上的分子,而不适合分离大小相似的分子。
通常,糖类、氨基酸、盐、抗生素、寡核苷酸等分子量较小的介质用反渗透 /纳滤的方式进行分离,蛋白质、部分疫苗、哺乳类病毒等用超滤的方式进行分离,细菌、大肠杆菌等用微滤的方式进行分离。
超滤过程用到的过滤耗材主要有中空纤维膜和超滤膜包。 中空纤维采用切向流过滤的方式,把一定孔径的膜(如 0.45μm)制成纤维状的膜管结构,细胞培养液在膜管内部流过形成切向流,目标抗体透过膜孔,而细胞和细胞碎片被截留,收集透过端即得到澄清的培养液。

超滤膜包是一种使用亲水性聚醚砜超滤膜的半透膜,它既保持了传统的纤维素材料蛋白非特异性吸附的优点,又克服了纤维素材料化学兼容性差的缺点,可 在 PH2-14 的范围内使用,非常适合用于单克隆抗体和治疗用蛋白药物的分离。
超滤膜包具有较高的技术壁垒,默克旗下的密理博、Pall、赛多利斯是全球知名的厂商,产品质量和性能受到广泛认可,也是现有生产中使用最多的品牌。 国产企业中,科百特在滤膜、过滤器等方面具有技术优势,有微电子事业部、生 命科学事业部、工业过滤事业部、医疗事业部、实验室应用五大部门,产品在各 个领域有较为广泛的应用。
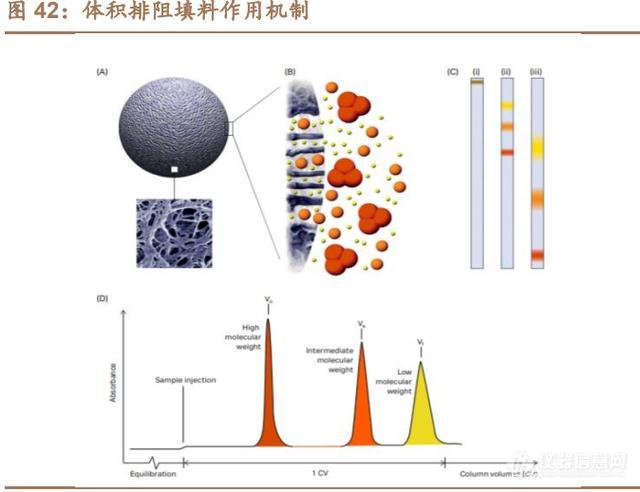
深层过滤后的液体经过澄清后进入亲和层析环节。亲和层析是整个下游纯化 工艺的核心环节,目标蛋白在该环节中被捕获。 根据物质性质的不同,层析填料的分离原理也不相同。亲和层析是通过配基 特异性识别来实现分离,主要在抗体领域应用。离子交换层析是利用分子所带电 荷的不同,通过正负电荷相互吸引来实现分离,在抗体、蛋白等领域有应用。体 积排阻层析主要利用分子大小的不同,在填料中滞留时间的长短来实现分离,在 胰岛素及小分子分离中应用较多。疏水层析利用分子表面极性的不同,来实现分 离,在抗体和蛋白中应用较多。
常用的大分子分离纯化技术有凝胶过滤层析、疏水层析、离子交换层析、亲和层析等,小分子常用分离方法为反相层析。抗体生产过程中使用量最大的是亲和层析,也是填料中价值量最大的种类。

亲和层析:一种通过分子间的特异性识别并相互作用来分离纯化物质的层析 方式,主要利用的是抗体的 Fc 片段与 Protein A 配基具有天然的特异性结合的特 点,来实现蛋白捕获。Protein A 是金黄色葡萄球菌的一个株系细胞壁蛋白,它通过 Fc 区与哺乳动物的 IgG 结合,含有四个 Ig Fc 结合位点,重组的 protein A 含 有 5 个 Ig Fc 区域结合位点,故带有 protein A 配基的亲和层析是用于特异性捕获 抗体蛋白的理想方法。
体积排阻过滤层析:利用复杂的孔径结构,对应不同大小的分子或离子在填 料内的停留时间长短来达到分离的目的。 疏水层析:高度有序的水壳围绕着配体和蛋白质的疏水表面,疏水物质被迫 合并,达到分离的效果。
在实际生产过程中,通常需要经过多步层析,一般有一步纯化、两步纯化、 三步纯化,达到捕获、中度纯化、精细纯化等不同的目的。 一步纯化:亲和层析;两步纯化:亲和+凝胶过滤;亲和+离子交换;三步纯 化:离子交换层析+疏水层析+凝胶过滤层析;疏水层析+离子交换层析+凝胶过 滤层析。
填料选择规则:粒径越小,分辨率越高,反压越高,流速越低。第一步追求 流速的载量的时候通常选择高流速的填料作为捕获的第一步。通常,在捕获阶段, 填料粒径大小在 75-90 微米,较多的使用亲和层析和离子交换层析;中度纯化粒 径大小 34-75 微米,使用离子交换层析、疏水层析、亲和层析和反相层析填料; 精度纯化粒径大小 3-34 微米,常用的纯化方式有体积排阻、离子交换等。
主流的层析填料生产企业为 Cytiva、Merck、Purolite等,他们在产品性能、 渠道、客户粘性等方面均具有较大的优势,在全球的市场份额占比较高。国内企 业中,药明生物参股的博格隆、以硬胶见长的纳微科技、以色谱柱起家的赛分科 技等是知名的企业。在胰岛素为代表的小分子纯化领域,纳微科技、赛分科技已 经进行了一定程度的替代,是国内厂家率先实现国产替代的领域。国产企业的亲 和层析产品在临床阶段已经进行了广泛的试用,其中,纳微科技的亲和层析填料 已经有商业化应用的产品。
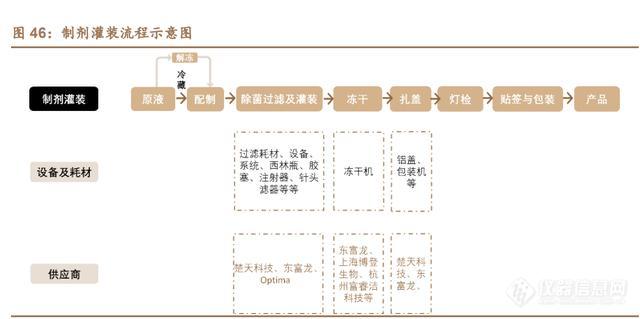
经过下游纯化后,药品原液生产流程已完成,原液经过配制后,经过除菌 过滤及灌装后,进行冻干、扎盖、灯检、贴签与包装后,最后制成产品。 制剂灌装过程中,在除菌过滤及灌装环节需要使用到过滤相关的耗材、设备 和系统,同时需要灌装使用的西林瓶、胶塞、注射器、针头器等设备及耗材,冻 干阶段需要使用冻干机,扎盖阶段需要使用铝盖、包装机等。
冻干是制剂灌装的核心工艺环节,冻干机是冻干环节的主要设备,其料液冻 干的过程为:先将装载液体物料的容器放到冻干机板层上,然后通过制冷,使其 形成具有冰晶的固态结构,然后在真空环境下将固态结构中的水分进行升华脱水, 达到干燥的目的。
冻干技术的优势主要为1:①弥补原有干燥技术应用缺陷,提高产品干燥效 果,确保最终产品处理质量;②传统干燥技术应用很容易会使药品在干燥过程中出现褶皱以及破损等方面的问题,而真空冷冻干燥技术主要采用固体升华为气体 的方式,所以并不会对物料形成过大破坏,会对生物结构形成提供有效保护;③ 全真空环境不会对药品造成污染且避免出现多余杂质,方便运输,为生物药品广 泛运用奠定良好基础。
相比于上游发酵和下游纯化,制剂灌装是整个生物制品生产过程中国产化程 度最高的环节,国内企业东富龙和楚天科技是该环节的主要的设备生产企业,在 冻干机及其系统领域已经有较高的市占率,同时整个后包生产线也具备较强的能 力。
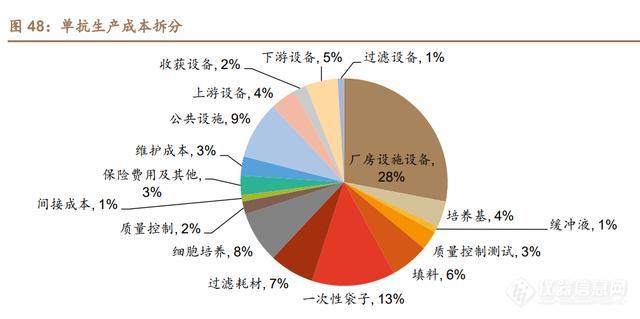
随着药品商业化进程的推进,无论是自建或者委托 CDMO 企业生产,都要 进行大规模的产能建设。根据 Cytiva 的测算,在 2*2000L 的单抗生产线的运行 中,厂房设施设备占比 28%,生产过程中使用的各种设备占比也超过 20%,同 时,培养基、填料、一次性袋子、过滤耗材等也占据重要部分。
设备的投产周期与兴建产能的周期基本同步,且设备运行周期一般可以长达 20 年左右,投产之后更换周期较长,所以设备市场变动与新建产能相关性更大。 根据君实生物科创板招股说明书,公司位于上海临港的 30000L 产业化项目投资 金额为 18 亿元,其中用于设备购置及安装的费用约 9.84 亿元。根据 BPI 数据, 2017-2020 年全球发酵产能从 1672 万升左右增长至 1738 万升左右,带来的设备 市场空间约为 216 亿元,中国发酵产能从 87 万升左右增长至 184 万升左右,带 来的设备市场空间约为 318 亿元。
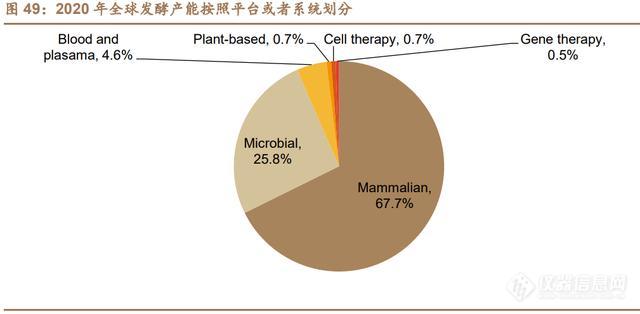
与设备需求周期不同的是,生物药生产对耗材的需求量是实时的,耗材的需 求量则与生产量有较大的关系。根据 BPI 的统计,全球发酵产能中,哺乳动物细 胞、微生物、血制品分别占比 67.7%、25.8%、4.6%。通常情况下,哺乳动物细 胞的发酵与生物类药物生产相关性较高,微生物发酵中,小分子药物较多。我们 以抗体生产用耗材消耗量为计算依据,不考虑基因治疗、细胞治疗用量的差异, 对一次性袋子、培养基、过滤耗材、填料四大类生产价值量较大的耗材市场规模进行了测算。全球约 68.9%的产能是哺乳动物细胞+细胞治疗+基因治疗,2020 年合计产能约为 1197 万升。
根据荣昌生物的环评报告中披露的原辅材料消耗情况,6*2000L 产能在细胞 培养阶段使用的基础培养基为 427.53 吨/年,细胞培养袋为 1005 个/年,储液袋、 配液袋合计 1608 个/年,膜包 1206 个/年,在蛋白纯化阶段,需要使用一次性袋 子 4154 个/年,过滤器滤芯 2010 个/年,预滤膜包和纳滤膜包 134 个/年。
根据产业调研,我们了解了相关产品的单价情况,基于得到的产品价格信息, 进行了市场空间的测算。根据测算,生物药生产所涉及的一次性袋子中,细胞培 养袋价值量最大,2020 年全球市场空间约为 571 亿元,中国市场空间接约 61 亿 元,其次是 SD 配液袋,全球市场空间约 75 亿元,中国市场空间约 8 亿元。全球 生物药生产使用的一次性袋子市场空间在 711 亿元左右,中国市场空间为 75 亿 元左右。
2020 年,全球培养基市场空间约为 1621亿元,中国为 172 亿元。深层膜包、超滤膜包、纳滤膜包 2020 年全球市场空间分别约为 34 亿元、53 亿元、67 亿元,三滤合计全球市场空间约为 154 亿元,中国市场空间约为 16 亿元。
在 3 期及商业化项目中,生物药中抗体项目占比最大,约占全部生物药产能的70%左右。亲和填料作为用于抗体分离纯化最重要的物质,在整个填料市场中的用量最大,且因为其单价高,所以占据了填料市场的绝大部分份额。根据测算, 2020 年全球及中国的抗体用填料市场空间分别为 1107亿元、117亿元,再加上疫苗、小分子领域的填料用量,预计中国填料市场空间超过 120亿元。
根据上述测算,中国 2020 年约127 万升(哺乳动物+基因治疗+细胞治疗) 发酵产能对应的培养基、一次性袋子、过滤耗材、填料四大耗材对应的每年市场 空间合计约达383亿元,加上设备投资带来的约318亿元左右,国内发酵产能将 贡献设备及耗材市场空间约 701 亿元。2017-2020 年,在生物药 CDMO 产能向中国转移和国内抗体药物产业化产能增加的双重拉动下,中国新增发酵产能超过97万升,贡献了全球发酵产能的主要增量。中国的低成本优势下,生物药CDMO产能向中国转移趋势长期存在,国内的生物药 CDMO 产能还将持续增加。 随着更多归国人才的加入,国内生物药欣欣向荣的产业趋势下,更多药物进入商 业化阶段,产能仍将持续增加,对应设备和耗材市场规模仍将增加。
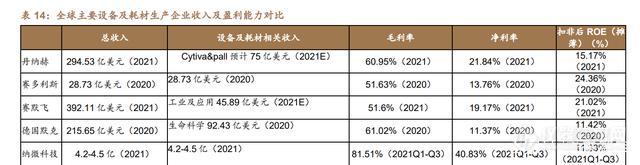
全球生物制品生产设备及耗材生产企业主要是丹纳赫、赛多利斯、赛默飞及 德国默克。丹纳赫旗下的 Cytiva 和 Pall,Cytiva 具备产业链的产品闭环,与 pall 较强的过滤耗材形成较好的协同,2021 年预计 Cytiva&Pall 合计收入达到75亿美元。赛多利斯以过滤产品起家,后在一次性生物反应器领域取得突破,在多个 领域均具备较强的技术实力,2020年实现销售收入28.73亿美元。赛默飞在实验室领域具备超强的能力,2021 年预计工业及应用领域的销售收入为 45.89 亿美 元。德国默克同样强于实验室领域,旗下的 Sigma Aldrich 是全球化学试剂的领导者,旗下密理博在过滤领域具有较强的技术实力,同时在填料等领域均有布局。 国内来看,上市公司纳微科技主要布局填料领域,2021 年的预告收入在 4.2-4.5亿元,整体收入规模与进口企业还有较大的差距,产品和技术实力均有不足。
纵观生物制品生产用的系列设备及耗材生产厂家,设备和耗材领域依然是进 口企业占据主要市场份额,在整个产业链的各环节中均有国产企业的身影,从产 品上实现了从无到有。
上游发酵中使用的细胞冻存管、摇瓶的主要进口生产厂家有赛默飞、康宁等, 国产实验室品牌也有产品生产,整体技术含量不高,国产品牌有生存空间。培养基的主要进口厂家有 Cytiva、赛多利斯、赛默飞等,国产品牌有奥浦迈、健顺、 多宁生物等,进口厂家产品使用标准化程度高,调试和配置难度低,国产品牌在使用过程中需要针对不同细胞株进行调试,调试后基本满足使用要求,同时也有较多企业使用的培养基是自行配置。一次性生物反应器主要的进口厂家有 Cytiva、 赛多利斯、赛默飞等,国产厂家有东富龙、金仪盛世等厂家已经有产品销售,不锈钢生物反应器的进口厂家有 Applikon 、ABCE 等,国产森松国际能够提供整体解决方案。
下游使用的设备及耗材中,Pall、德国默克、赛多利斯在过滤领域具有较高的技术壁垒,是过滤器及膜包的主要供应商,国产企业科百特在多项过滤技术领域均有突破,乐纯生物也有在研发中的产品,仅在少数领域还有待突破。层析中使用的亲和填料和离子交换填料均有厂家生产,层析系统目前主要使用进口。 制剂灌装领域,国内企业东富龙及楚天科技已经具备较高的市占率,可以完全实现国产化。
生物药生产过程中所使用的设备型号及耗材厂家,一般在上市审批过程中就 已经进行了工艺绑定,如果需要更换供应商,需要走重大工艺变更程序,该工艺有审批时限且存在较大不确定性,所以一个药品一旦确定供应商后,一般不会轻 易进行供应商的更换。相应的,如果生产用耗材出现供应紧张或者断供情况,将对药品生产企业造成更大的威胁,所以通常情况下生物药生产用耗材的供应安全性要求非常高。
新冠疫情及全球政治局势的不确定性,加上海运成本的上升,跨国企业的供货周期普遍延长。以 Cytiva 为例,其填料产品在全球共有2个策略性库存位置, 分别位于美国及瑞典,在疫情期间,Cytiva 在中国的供应周期大幅延长,同时国外新冠疫苗大规模新建产能,占用供应链产能,双重因素影响下,传导到国内企业,面临的是供应周期大幅延长甚至一度缺货,为国内企业产品验证和试用提供了契机,国产品牌相关产品在需求端得以“真实”呈现,产品达到了空前的曝光 度。
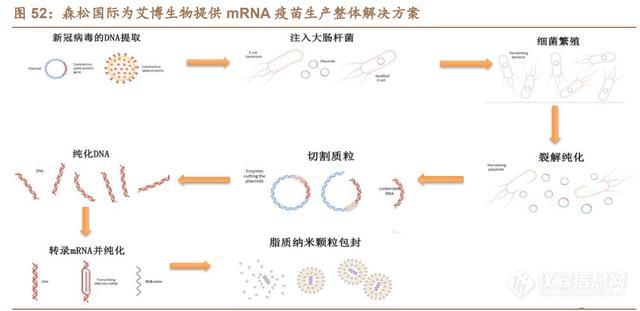
国内新冠疫苗企业设备供应基本都选择国产或本土化生产的设备。森松国际在为沃森生物建设的 mRNA 疫苗工厂项目中提供从前期设计、详细建造、FAT、 运输、现场安装及调试的“一站式”服务,项目建设周期从设计开始是 7 个月。 项目的工艺阶段包括了mRNA疫苗质粒生产、原液制备、制剂、产品灌装等全过 程。整个工程 2.5 个月内完成了运输、安装、调试,整体工厂 7.5 个月内交付。 楚天科技为国药、科兴、康希诺等主要新冠疫苗生产商提供制药装备。
在新冠疫情之前,国内制药装备企业较少参与到疫苗生产企业的生产线中, 在新冠疫苗生产线建设中的快速响应及质量控制能力,使得国内企业的认可度提 升,产品质量得到认可,新冠疫情使得国产设备“被看见”,并且得到了认可, 为国产替代提供了良好的契机。
2022 年 2 月,美国商务部工业与安全局(BIS)最新挂网了更新的未经核实名单 Unverified List,简称 UVL),药明生物在列。而 Commerce Control List 中 涉及的 2B350 和 2B352 两个目录中,反应器不锈钢架子及部分超滤膜包可能存 在供应安全问题,如果美国商务部最终对这类设备或者耗材出口进行限制,药明 生物可能面临供应链安全问题,会对公司业务产生影响。对于以 CDMO 为例的 生物制品生产企业而言,设备及耗材的稳定供应才能保证生产的连续性,国产设备及耗材经过多年的发展和积累,在产品性能上已经有一定的进展,已达到可以满足使用的状态,在供应链安全的考虑下,国内生物制品生产企业及 CDMO 公司会积极试用国产产品并培育相应的供应商,这也为国内企业实现进口替代创造了契机。
在供应链安全的考虑下,培育国内相关产业链,储备供应商已经成为必然趋势,国产产品目前已经实现了从无到有的过程,国产替代的进程已经开启,经过 不断的磨合与调试改进,随着国内企业产品性能的不断提升,国产渗透率将在未来几年内实现快速渗透。
全球生物药设备及耗材主要生产企业有丹纳赫、赛默飞、默克、赛多利斯等企业,丹纳赫旗下的 Cytiva和Pall 是全球最大的生物药设备及耗材供应商,赛多利斯在一次性生物反应器及过滤领域具有较高的知名度,对业务结构较纯、拆分清晰的 Cytiva 和赛多利斯两家公司进行复盘,以了解国内相关企业在产品能力和平台能力上的差异。
Cytiva是全球生命科学领域的先行者,在全球 40 余个国家有 8000 多名员 工,专注于在生命科学和生物技术的研究,用以开发创新型疫苗、生物药以及新型细胞和基因疗法。公司原来是 GE 生命科学事业部的一部分,拥有百年历史, 2020 年并入丹纳赫旗下。
Cytiva 是全球领先的填料生产商,层析设备、耗材、系统一直都是公司的优 势业务。创新性的疗法的不断推出,也不断刷新着生命科学领域的认知,填补着生命领域疾病治疗的空白。除了在同一系列及用途的产品中不断改进,提高产品质量,提升客户满意度外,作为生命科学领域的赋能者,层析填料生产商也需要 不断进行技术革新,以适应治疗方式的快速发展。
抗体纯化的蛋白 A 亲和捕获步骤一直是抗体药物生产的限速步骤。作为与复杂料液直接接触的填料,protein A 的耐碱性决定了填料的载量,寿命以及抵抗生 物负荷风险的能力大小。Cytiva 的 protein A 填料从最早 1978 年推出后,载量从 5-10g/L 提升到 80g/L,流速、产率等指标都在不断提升,在 protein A 填料领域, Cytiva 一直在进步。

经典的 MabSelect 系列产品性能在不断提高,耐碱性能从最初的 15 mM NaOH 提升至 0.5-1 M NaOH,动态载量从 30mg/ml 提升至 80mg/ml,最新一代 MabSelect PrismA 可用于单抗、双抗、抗体片段、纳米抗体等领域的纯化,性能远超现有市场上的其他产品。
随着mRNA技术的快速发展,对于质粒纯化的商业化需求快速扩大。质粒纯化的难点在于性质高度类似的超螺旋质粒与开环的分离,同时质粒 DNA 的高粘 度特点对于填料的刚性提出较大的挑战。Cytiva 的 capto plasmidselect 线mg/ml scDNA,可以实现 scDNA 和 ocDNA 的精准分 离。
腺相关病毒在基因治疗中应用越来越快,2017年Spark上市的 Luxturna 使用了 AAV2 病毒载体。AAV 病毒纯化的捕获阶段可以采用亲和层析Capto AVB。 其配基是专为 AAV 纯化而设计的一种亲和填料。 Cytiva 不仅在 protein A 经典层析填料中不断的突破自己,在mRNA、细胞治疗、AAV等新技术中的赋能能力也非常突出。
生物制品生产过程中的每个环节设备及耗材均有较高的技术壁垒,单一企业难以在短时间内获得多产品的技术突破,并购往往是完善产品线 年间,Cytiva 进行了多次收购,不断扩充自己的产品线,逐步向平台型企业迈进。
2003年,收购了 Amersham,完善了其在蛋白分析技术方面的能力,2006 年,收购了Biacore,完善了在表面等离子共振(SPR)技术方面的能力。2010 年后,随着全球生物药技术的快速发展,逐步完善了在生物反应器(2012 年收 购 Xcellerex)、过滤耗材等(2013 年收购 Whatman)、培养基(2014 年收购 Hyclone)等重要耗材领域的能力,形成了生物制药领域耗材的闭环能力,向平台型公司迈进。
生物制药生产过程是一系列复杂的生产的基本工艺的组合,全球快速发展的生物制 药行业对生产的快速推进有较高的要求,能够帮助客户快速建立生产线,满足客户的完整需求,提供产品的同时,让客户具有良好的服务体验,真正赋能生物药的全流程生产。具备整体解决方案的企业能够更好的利用渠道资料,减少客户的沟通成本,在保证产品质量的同时快速实现产业化。如今,Cytiva 在整个生物药 生产中已经形成了耗材全产业链的闭环,具备提供整体解决方案的能力,并入丹纳赫体内后,与旗下 pall 的协同效应更加明显,在全球生物药耗材产业中的龙头地位更加稳固。
赛多利斯成立于1927年,在全球有 60 多家分支机构,超过9000名员工。 公司做膜过滤产品起家,在90 年代定位为生物制药供应商,并在全球率先推行一次性产品在生物制药过程中的应用。目前是全球权威的一次性生物反应器、一次性生物耗材生产商。
凭借在生物反应器及过滤耗材领域的能力,公司建立了从培养基制备、细胞 建库、生产、澄清、收获、病毒灭活、浓缩/渗率、捕获、精制、病毒过滤清除 等多方面的能力。总体来说,公司在上游生产和下游过滤两个方面具备较强的能力,但生物药的生产过程中层析捕获是主流的方式,赛多利斯在填料方面的短板目前还不支持公司具备真正的整体解决方案能力。
公司业务一共分为两个部分,生物工艺解决方案贡献主要销售收入,2016- 2020 年,占比均在 70%以上,销售额从9.75 亿欧元增长至 17.83 亿欧元, CAGR 为 16.28%,实验室产品和方案部门销售收入从 2016 年的 3.25 亿欧元增 长至 5.53 亿欧元,CAGR 为 14.19%。从订单情况看,生物工艺解决方案订单量 持续增加,整体增速快于实验室产品部门。
2018 年12月,国产首个 PD-1 获批,开启了国内生物药大规模产业化的进程。以单抗为例的生物药生产流程在欧美已经有几十年的历史,国内生产线投产沿用了欧美的体系,相应的设备及耗材也主要由欧美供应商提供。过去几年,中 国贡献了全球生物药产能的主要部分,快速崛起的产业链需求,也为 Cytiva、赛 多利斯等全球企业贡献了主要的业绩增量,相关企业对中国市场的重视程度超过全球任何一个国家和地区。经过几年的发展,跨国企业为中国培养了本土化人才, 同时产业链各环节的公司如雨后春笋一般开始冒出,现已经实现了产品“从无到有”,几乎已经覆盖了产业链各个环节,随着产品试用与反馈的不断磨合,预计未来几年将进入产品“从有到优”的过程,同时伴随着国产渗透率的提升。
与进口企业相比,国内生产企业产品性能仍有一定的差距。在生物反应器领 域,国内一次性生物反应器目前在规模上还难以做大,多宁生物具备摇床式生物反应器的能力,但目前还没有大规模的生物反应器生产和制造能力,在储液袋、 配液袋等一次性袋子领域已经实现供货。国外企业赛多利斯和 Cytiva 均有 50L2000L规模的生物反应器生产能力,且产品经过多次迭代,伴随着控制系统也在 逐步迭代,对生产过程中的温度、溶氧等条件的控制能力均强于国内企业,在系 统性解决方案上还有进步空间。在不锈钢生物反应器方面,森松国际、东富龙均 具备整体打包方案的设计和生产能力,整体与国外的差距较小。

在过滤耗材方面,国内企业科百特已经在某些技术方面取得突破。以超滤膜 包为例,国产科百特的 Consieve UET 超滤膜包与进口默克密理博相比,工作 温度范围更大,进液承受压力更大,工作流速也高于进口产品,整体性能与进口 差距不大。但在更加精细化的纳滤、TFF 膜包等领域,国产品牌仍有差距,目前灌流用的 ATF 膜包还不能实现国产化,国内企业还不具备在过滤领域形成完整的 解决方案的能力。
填料来看,Cytiva 最新一代 Protein A 亲和填料 MabSelect PrismA 系列在载 量和耐碱性方面均强于国内纳微科技、博格隆等厂家在售的同类型产品。载量和 耐碱性作为填料捕获能力及使用寿命的重要考量因素,在经过多年的积累和摸索 后,国产填料在性能上与进口厂家仍有一定的差距。但国产填料在某些领域已经 开始满足使用要求,胰岛素领域已经完成部分替代,Protein A 填料也已经在应用, 纳微科技为例,亲和填料的销售量正在快速增加。
整体来看,因培养基的特异性较强,且在实际生产过程中有必要进行较多的调 试,以适应细胞生产环境,目前标准化的培养基产品的使用场景不算广泛,从国 内来看,由于外购培养基的成本及适用性的考量,实际生产的全部过程中仍有较多的自 配培养基的情况。就国产化率而言,培养基是几种耗材产品中国产化率较高,且难以标准化的产品。在生物反应器、过滤耗材、层析填料等方面,均有赛多利斯、 默克、Cytiva 等国际知名厂商在产品质量、客户粘性等方面均具备优势,国内企 业在产品上还有一定差距。但部分国产企业的产品也在逐步取得突破,下游客户 的接受度正在逐渐提高。
生物药的生产中,所使用的设备及耗材关系到产品最终的质量及安全性,所 以在临床阶段,小试、中试和放大工艺中,会对生产的全部过程中使用的设备和耗材不 断进行调试,以确保相应的设备及耗材在大规模生产阶段的稳定性,同时与工艺 具有相对较高的适配性。一般情况下,产品在进入商业化之前,已经对大规模生 产和制备所需要的设备和耗材进行了绑定。所以从实验室阶段所使用的耗材开始 进行绑定,客户认可度和接受度更高,客户粘性更强。产品能力足够强,能够赋能试验和生产的各个环节的企业,对客户的服务能力更强,同时设备和耗材的使 用过程中,需要不断帮助客户进行工艺调试,直到工艺稳定满足客户生产所需, 对于客户来说,具备整体解决方案能力的企业更加方便快捷。
在全球企业中,丹纳赫旗下有 Cytiva 和 pall 两大品牌,在生物反应器、层析填料、过滤耗材等方面具备全球领先的能力,加上原有强势的实验室耗材能力, 公司具备生物药完整的产品闭环,是全球领先的平台型企业。赛默飞、德国默克、 赛多利斯等企业也在各环节正在加强布局,多年经验的积累,在生产工艺的调试 和解决方案中,具备较强的解决问题的能力,基本实现了产品闭环,逐步向平台型企业迈进。
相比跨国企业,国内企业仅在某一领域有产品能力,如东富龙的生物反应器、 多宁生物的生物反应器和培养基、纳微科技的层析填料等,均在某一耗材领域有产品,凭借价格优势在下游中逐步获得使用,但产品渗透率仍较低,预计随着国产产品性能的改善,国产渗透率将进一步提升。同时,国内企业也在向着平台型企业发展,东富龙、楚天科技、多宁生物等企业已经在多个产品线中有布局,预计随着产品矩阵的完善,平台化能力也将逐步增强。

2020 年之前的新增产能中,进口企业占据了设备耗材的几乎所有份额,同时也为行业培养了人才,国内企业产品实现了“从无到有”。新冠疫情之后,国内产品的曝光度提升,客户认可度和粘性大幅提升,国产产品迈入了“从有到优” 的阶段,随着产品能力的不断提升,在供应链安全和低成本需求的驱动下,国产设备耗材的渗透率将逐步提升,国产企业的业绩增速将快于行业增速,迎来快速 增长期。
上市公司来看,截止 2021Q3,东富龙和楚天科技的合同负债金额分别为33.13亿元和25.34亿元,大幅高于 2020 年全年的水平。2021年,受到新冠疫 苗生产线快速建设的影响,楚天科技及东富龙订单金额较大,但从新冠疫苗的建设周期来看,基本建设应在 2021 年上半年已经完成,但2021年第三季度,两家公司的合同负债水平仍然快速增加,景气程度没有受到新冠疫苗建设的高基数效 应影响,说明整个生物药产业发展带来的行业增量足够支持国产企业快速扩容。

制药装备行业上一轮景气周期主要是 2012-2015 年间的 GMP 实验室建设中, 新的需求拉动行业增长。从预收账款/合同负债的情况看,2018 年以来国内创新 药景气周期的建设对制药装备行业的需求拉动,强度远远大于 2012-2015 年间的 GMP 实验室建设拉动的需求。从本轮景气周期拉动因素来看,随着更多生物药获批上市,新的生产线投产对设备耗材的需求量远远大于实验室阶段,且对于耗材而言,新的药品获批将带来新的增量,本轮景气周期带来的需求增量预计不会出现快速萎缩的情况。
竞争格局来看,生物制药生产用设备及耗材当前仍然是进口企业占据主导地位,但国内企业在部分耗材领域已经取得突破,国产替代的进程已经开启,从长周期的时间维度来看,生物药的生产的全部过程是不断进行成本优化的过程,国内企业的产品质量在不断提升,具备价格优势的产品将逐步替代进口产品。
国内企业来看,东富龙、森松国际等企业在基于不锈钢生物反应器的生产线上已经具备整体解决方案的能力,但在基于一次性生物反应器的生产线中,国内企业在部分耗材领域与国际大型平台型企业仍有一定的差距,多宁生物、乐纯生物、纳微科技、科百特等企业均只在相应的 1-2 种耗材上具备产品能力,目前还没有企业具备整体解决方案的能力。
中长期维度上,随着国内企业产品能力的逐步发展,不断在设备和耗材产品 能力上进行深化,在产品种类上进行丰富,国内快速发展的生物药行业有望孕育 平台型的企业。中短期来看,2018 年以来国内创新药行业的快速发展,随着更 多产品从临床阶段向商业化进程的推进,新的产能建设带来的设备耗材的需求量 足够维持未来几年的增量需求。
![]()
![]()
文献解读 NanoTemper助力结核分枝杆菌细胞壁通路靶标膜蛋白研究
创新发展助力人类健康第十五届全国生物医药色谱质谱及相关技术学术报告会圆满落幕
1229万!哈尔滨工程大学超高分辨场发射扫描电镜等和新疆师范大学实验仪设备采购项目
950万!广州医科大学附属妇女儿童医疗中心遗传性疾病分子检测服务与遗传病多组学检测服务采购项目
重磅!教育部印发《关于加强高校有组织科研 推动高水平自立自强的若干意见》
河北省科学技术厅关于印发《河北省企业研发费用加计扣除专业化服务机构建设工作指引》的通知
2021年全国科技经费投入统计公报发布 仪器仪表行业313.3亿,占比3.21%
Nature重磅!国际首次报道CRISPR非病毒定点整合CAR-T临床研究 为中国科学家研究成果

 拨打电话
拨打电话 产品中心
产品中心 关于我们
关于我们 返回首页
返回首页